Заваряване чрез триене
Източници:
- Barker, T, Clausing D. (1984). Quality engineering by design. The Taguchi method. The International QC forum. 11, No.8,28-52.
- Vuchkov, I.N., Boyadjieva, L.N. (2001). Quality improvement with design of experiments. A response surface approach. Kluwer Academic Publishers, Dordrecht.
Методи:
Изчисления с електронна таблица, метод на Тагучи, Дисперсионен анализ, Регресионен анализ, Аналитични модели в робастното инженерство, Оптимизация, контурни диаграми, 3D диаграми
Файлове: Friction welding – Loss function 1.qsl, Friction welding – Param design 2.qsl, Friction welding – Verification 3.qsl, Friction welding – Loss function 1.qsl, Friction welding – Tolerance design 4.qsl, Friction welding – Regression 5.qsl, Friction welding – Analytical - 6.qsl.
Кратко описание на проблема:
Barker and Clausing (1984)
използват
метода на
Тагучи за
намиране на система
за
заваряване,
която
намалява или премахва
счупването
на вала на
витлото на мощна
извънбордна
машина.
Характеристика
на качеството
у е якостта
на опън.
Целта е да се
получи у
приблизително
равна на 160
като се държи
стандартното
й отклонение
под 20. Факторите
са показани в
табл.1. Ще
означим с ![]() ,
, ![]() стойностите
на факторите
в
натуралните
им физически
мерни
единици.
Интервалите
им на
изменение са:
стойностите
на факторите
в
натуралните
им физически
мерни
единици.
Интервалите
им на
изменение са:
![]() .
.
Barker и Clausing
използват
кръстосан
масив,
състоящ се от
ортогонален
масив ![]() в
качеството
на
параметричен
план (стълбове
2 до 7 в табл. 2) и
ортогонален
масив
в
качеството
на
параметричен
план (стълбове
2 до 7 в табл. 2) и
ортогонален
масив ![]() като
шумова
матрица.
Общият брой
опити е
като
шумова
матрица.
Общият брой
опити е ![]() .
Вариациите
на
параметрите
на процеса в
толерансните
граници,
показани в
табл.1 се разглеждат
като шумове.
Ортогоналният
масив
.
Вариациите
на
параметрите
на процеса в
толерансните
граници,
показани в
табл.1 се разглеждат
като шумове.
Ортогоналният
масив ![]() се
изпълнява за
всеки ред на
параметричния
план. Нивата
на шумовите
фактори са
избрани
равни на
се
изпълнява за
всеки ред на
параметричния
план. Нивата
на шумовите
фактори са
избрани
равни на ![]() и
и ![]() .
Например за
първия опит
на табл. 2
първият параметър
е
.
Например за
първия опит
на табл. 2
първият параметър
е ![]() , което
съответства
на
, което
съответства
на ![]() rpm. Според
табл. 2
нискостойностният
толеранс на
rpm. Според
табл. 2
нискостойностният
толеранс на ![]() е
е ![]() .
Следователно
нивата на
.
Следователно
нивата на ![]() в
масива
в
масива ![]() за
първия ред на
табл. 2 са 900, 1000 и 1100 rpm.
за
първия ред на
табл. 2 са 900, 1000 и 1100 rpm.
Таблица 1. Нива на факторите, нискостойностни толеранси и
полуинтервали на изменение на факторите за примера на заваряване чрез триене.
|
Фактори
|
Скорост
(rpm) |
Налягане при нагряване (psi) |
Налягане при притискане (psi) |
Дължина
(thous) |
Време за нагряване (sec) |
Време за притискане (sec) |
|
|
|
|
|
|
|
|
|
1-во ниво (p = -1) |
1000 |
4000 |
8500 |
-30 |
2.8 |
3.2 |
|
2-ро ниво (p = 0 ) |
1200 |
4400 |
9000 |
0 |
3.2 |
3.6 |
|
3-то ниво (p = 1 ) |
1400 |
4800 |
9500 |
30 |
3.6 |
4.0 |
|
Нискостойностни толеранси |
|
|
|
|
|
|
|
Полуинтервали на вариране |
200 |
400 |
500 |
30 |
0.4 |
0.4 |
Barker и Clausing не дават пълния кръстосан план. Те дават само параметричният план и якостта при опън у, стандартното отклонение на у и отношението сигнал-шум. Те са показани в табл. 2. Данните от табл. 2 са дадени също във файла Friction welding – Param design.qsl.
Таблица 2. Параметричен план, якост при опън,
стандартно отклонение и отношение сигнал/шум
|
|
Скорост |
Налягане при нагряване |
Налягане при притискане |
Дължина |
Време за нагряване |
Време за притискане |
Якост |
|
|
|
No. |
|
|
|
|
|
|
y |
s |
|
|
1 |
1000 |
4000 |
8500 |
-30 |
2,8 |
3,2 |
104.3 |
38.04 |
34.2 |
|
2 |
1000 |
4000 |
9000 |
0 |
3,2 |
3,6 |
135.1 |
27.89 |
39.9 |
|
3 |
1000 |
4000 |
9500 |
30 |
3,6 |
4 |
128.6 |
45.16 |
12.3 |
|
4 |
1000 |
4400 |
8500 |
0 |
3,2 |
4 |
123.8 |
42.41 |
25.6 |
|
5 |
1000 |
4400 |
9000 |
30 |
3,6 |
3,2 |
134.6 |
45.59 |
37.5 |
|
6 |
1000 |
4400 |
9500 |
-30 |
2,8 |
3,6 |
134.7 |
27.06 |
40.0 |
|
7 |
1000 |
4800 |
8500 |
30 |
3,6 |
3,6 |
150.6 |
38.88 |
40.6 |
|
8 |
1000 |
4800 |
9000 |
-30 |
2,8 |
4 |
116.2 |
43.24 |
28.6 |
|
9 |
1000 |
4800 |
9500 |
0 |
3,2 |
3,2 |
151.2 |
45.03 |
39.7 |
|
10 |
1200 |
4000 |
8500 |
0 |
3,6 |
3,6 |
134.2 |
31.73 |
39.6 |
|
11 |
1200 |
4000 |
9000 |
30 |
2,8 |
4 |
134.1 |
41.28 |
35.4 |
|
12 |
1200 |
4000 |
9500 |
-30 |
3,2 |
3,2 |
132.0 |
40.67 |
39.1 |
|
13 |
1200 |
4400 |
8500 |
30 |
2,8 |
3,2 |
125.8 |
38.47 |
37.9 |
|
14 |
1200 |
4400 |
9000 |
-30 |
3,2 |
3,6 |
140.9 |
28.67 |
40.5 |
|
15 |
1200 |
4400 |
9500 |
0 |
3,6 |
4 |
158.5 |
46.85 |
37.8 |
|
16 |
1200 |
4800 |
8500 |
-30 |
3,2 |
4 |
129.6 |
44.86 |
30.9 |
|
17 |
1200 |
4800 |
9000 |
0 |
3,6 |
3,2 |
164.5 |
50.00 |
41.3 |
|
18 |
1200 |
4800 |
9500 |
30 |
2,8 |
3,6 |
156.1 |
29.91 |
41.7 |
|
19 |
1400 |
4000 |
8500 |
30 |
3,2 |
4 |
111.7 |
43.96 |
12.5 |
|
20 |
1400 |
4000 |
9000 |
-30 |
3,6 |
3,2 |
109.6 |
46.74 |
31.1 |
|
21 |
1400 |
4000 |
9500 |
0 |
2,8 |
3,6 |
146.7 |
30.60 |
40.8 |
|
22 |
1400 |
4400 |
8500 |
-30 |
3,6 |
3,6 |
125.6 |
37.59 |
38.3 |
|
23 |
1400 |
4400 |
9000 |
0 |
2,8 |
4 |
128.3 |
44.40 |
34.6 |
|
24 |
1400 |
4400 |
9500 |
30 |
3,2 |
3,2 |
139.1 |
44.84 |
39.3 |
|
25 |
1400 |
4800 |
8500 |
0 |
2,8 |
3,2 |
119.9 |
44.07 |
35.2 |
|
26 |
1400 |
4800 |
9000 |
30 |
3,2 |
3,6 |
148.0 |
36.84 |
40.8 |
|
27 |
1400 |
4800 |
9500 |
-30 |
3,6 |
4 |
150.1 |
53.13 |
34.1 |
Фрагмент на таблицата на QSTATLAB за този пример е даден по-долу

1. Анализ на данни с метода на Тагучи (Barker & Clausing)
Функция на загубите:
Barker & Clausing изчисляват функцията на загубите на Тагучи:
![]() ,
,
където
![]() е
целевата
стойност за
якостта. Те
оценяват, че
намаляване
на якостта на
опън с 60 предизвиква
загуби от $ 500.
Замествайки
тези
стойности в L
те получават:
е
целевата
стойност за
якостта. Те
оценяват, че
намаляване
на якостта на
опън с 60 предизвиква
загуби от $ 500.
Замествайки
тези
стойности в L
те получават:
![]()
Следователно
![]()
Ще изчислим функцията на загубите за стойности на якостта от 100 до 160, стъпка 10. QstatLab има вградена функция на загубите на Тагучи. Функция, наречена LOSS1(k; target; ymean; sigma) изчислява следната функция на загубите:
![]()
Можем
да я
използваме,
за да
изчислим ![]() замествайки
k = 0.1388889, target = 160, ymean
=A1 and
sigma = 0.
замествайки
k = 0.1388889, target = 160, ymean
=A1 and
sigma = 0.
Кликнете ![]() и
изберете LOSS1(k; target;
ymean; sigma) а след
това
въведете
дадените
по-горе стойности
в скобите.
Стойността в
клетка B1
е 500.0004. Мъкнете
надолу
точката в
дясния долен
ъгъл на клетка
B1 за да
получите
другите
стойности на
функцията на
загубите.
Резултатите
са показани в
колона В на
таблицата
по-долу.
и
изберете LOSS1(k; target;
ymean; sigma) а след
това
въведете
дадените
по-горе стойности
в скобите.
Стойността в
клетка B1
е 500.0004. Мъкнете
надолу
точката в
дясния долен
ъгъл на клетка
B1 за да
получите
другите
стойности на
функцията на
загубите.
Резултатите
са показани в
колона В на
таблицата
по-долу.

Можем
да начертаем
функцията на
загубите като
използваме „Интерполации”
на QstatLab (![]() ).
Изберете
колоните
както е
показано
по-долу:
).
Изберете
колоните
както е
показано
по-долу:
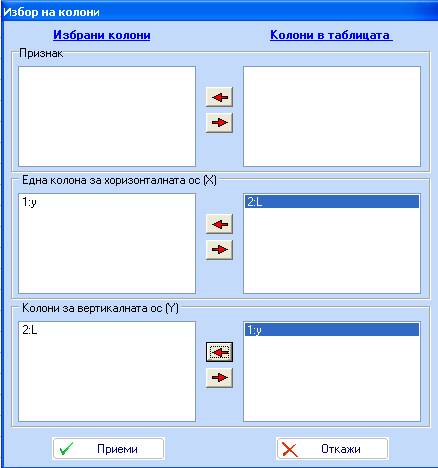
Кликнете OK за да получите следната диаграма:
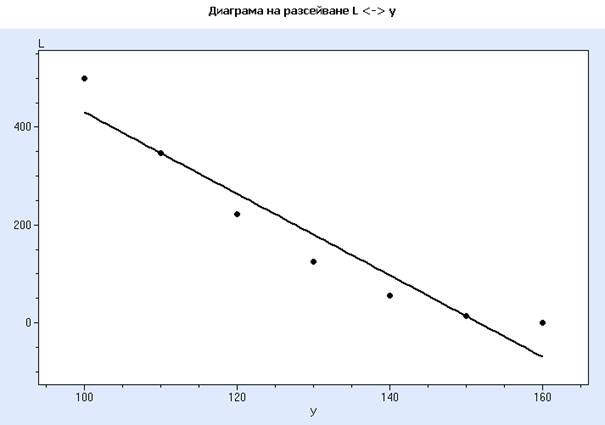
QSTATLAB използва по подразбиране линейна регресия за апроксимация на данните. Ясно е, че линейната апроксимация не апроксимира данните достатъчно добре. Ето защо кликнете „Настройки→Диаграма→Интерполация(L) → Вид линейна – y = a+bx” за да отворите следния прозорец:

Изберете полиномиална – y =b0+b1*x+…+bN*x^(N-1) и след това изберете “Степен на полинома(L) = 2”:
![]()
Ще се получи следната графика:
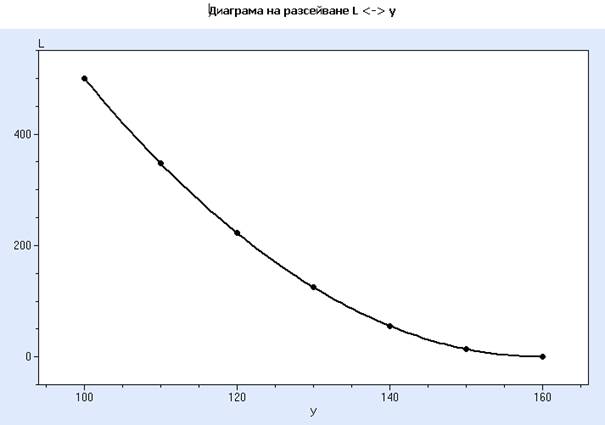
Както се очакваше статистическият анализ показва много добра апроксимация:
Основна информация за комплекта от данни y-L
------------------------------------------------------------------
Означено като X е y
Означено като Y е L
Брой елементи: 7
Средно за X = 130.0000
Средно за Y = 180.5556
Qx = 2800.0000
Qy = 210648.1819
Qxy = -23333.3352
Качество на интерполацията = 1.0000
Регресионно уравнение: 3556 -44.44*x+ 0.1389*x^ 2
Статистически анализ и избор на стойности на параметрите чрез използване на дисперсионен анализ (ANOVA):
Методът
на
Тагучи
използва
дисперсионният
анализ за да
направи
изводи за
средното и
отношението
сигнал/шум.
Да
разгледаме
най-напред приложението
му за якостта
при на опън
(файл: Friction welding – Param design 2.qsl).
Кликнете
иконката ![]() и
изберете
факторите и
якостта на
опън както е
показано
по-долу:
и
изберете
факторите и
якостта на
опън както е
показано
по-долу:

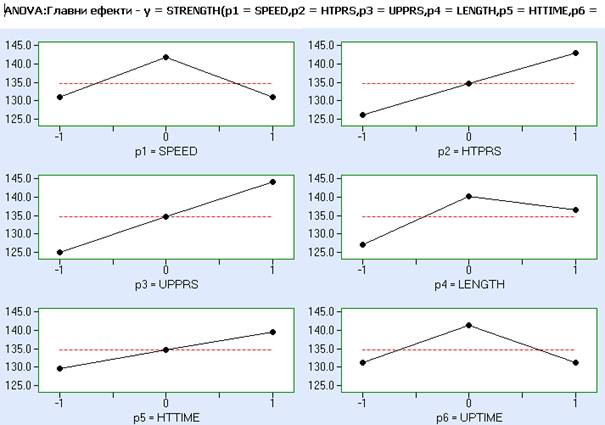
Кликнете ‘Приеми” за да получите следната таблица на дисперсионния анализ:
Дисперсионен анализ (ANOVA) за y = STRENGTH - (p1 = SPEED;
p2 = HTPRS; p3 = UPPRS; p4 = LENGTH; p5 = HTTIME; p6 = UPTIME)
-------------------------------------------------------------------------
Означение Име Бр. нива Нива
x1 p1 = SPEED 3 -1; 0; 1
x2 p2 = HTPRS 3 -1; 0; 1
x3 p3 = UPPRS 3 -1; 0; 1
x4 p4 = LENGTH 3 -1; 0; 1
x5 p5 = HTTIME 3 -1; 0; 1
x6 p6 = UPTIME 3 -1; 0; 1
-------------------------------------------------------------------------
Източник Суми Ст. свобода Дисперсия F P
x1 691.94296 2 345.97148 7.91359 0.00502
x2 1248.33407 2 624.16704 14.27691 0.00042
x3 1634.01407 2 817.00704 18.68785 0.00011
x4 839.44296 2 419.72148 9.60052 0.00237
x5 452.00519 2 226.00259 5.16948 0.02083
x6 612.73407 2 306.36704 7.00770 0.00778
Остатък 612.06074 14 43.71862
-------------------------------------------------------------------------
Общо 6090.53407 26
Остатъчно СКО = 6.61201 R-sq = 0.89951 R-sq (adj) = 0.81337
Доверителни интервали за средната стойност по всяко факторно ниво:
Доверителните интервали са построени на база на стандартното отклонение
за всяко ниво на факторите.
Ниво Брой Средно Дисперсия 95% Доверителен интервал
p1 = SPEED
-1 9 131.01111 228.14861 119.4007 <= 131.0111 <= 142.6215
0 9 141.74444 202.17278 130.8149 <= 141.7444 <= 152.6739
1 9 131.00000 244.50250 118.9807 <= 131.0000 <= 143.0193
p2 = HTPRS
-1 9 126.25556 203.83278 115.2813 <= 126.2556 <= 137.2298
0 9 134.58889 118.24111 126.2305 <= 134.5889 <= 142.9473
1 9 142.91111 283.20111 129.9755 <= 142.9111 <= 155.8467
p3 = UPPRS
-1 9 125.05556 174.37028 114.9053 <= 125.0556 <= 135.2058
0 9 134.58889 264.62611 122.0847 <= 134.5889 <= 147.0931
1 9 144.11111 118.06861 135.7588 <= 144.1111 <= 152.4634
p4 = LENGTH
-1 9 127.00000 219.31500 115.6166 <= 127.0000 <= 138.3834
0 9 140.24444 246.66028 128.1722 <= 140.2444 <= 152.3167
1 9 136.51111 190.41111 125.9043 <= 136.5111 <= 147.1179
p5 = HTTIME
-1 9 129.56667 246.34750 117.5021 <= 129.5667 <= 141.6313
0 9 134.60000 148.51500 125.2325 <= 134.6000 <= 143.9675
1 9 139.58889 309.95361 126.0561 <= 139.5889 <= 153.1217
p6 = UPTIME
-1 9 131.22222 366.31444 116.5104 <= 131.2222 <= 145.9340
0 9 141.32222 94.82944 133.8369 <= 141.3222 <= 148.8075
1 9 131.21111 223.58111 119.7175 <= 131.2111 <= 142.7047
По-долу са дадени графики на главните ефекти за якостта. Резултатите от този анализ показват, че всички фактори са значими при ниво на значимост 0.05.
Ще разгледаме резултатите от дисперсионния анализ за отношението S/N:
Дисперсионен анализ (ANOVA) за S/N - (p1 = SPEED; p2 = HTPRS;
p3 = UPPRS; p4 = LENGTH; p5 = HTTIME; p6 = UPTIME)
-------------------------------------------------------------------------
Означение Име Бр. нива Нива
x1 p1 = SPEED 3 -1; 0; 1
x2 p2 = HTPRS 3 -1; 0; 1
x3 p3 = UPPRS 3 -1; 0; 1
x4 p4 = LENGTH 3 -1; 0; 1
x5 p5 = HTTIME 3 -1; 0; 1
x6 p6 = UPTIME 3 -1; 0; 1
-------------------------------------------------------------------------
Източник Суми Ст. свобода Дисперсия F P
x1 132.32519 2 66.16259 2.68054 0.10337
x2 165.83407 2 82.91704 3.35933 0.06432
x3 79.33407 2 39.66704 1.60709 0.23534
x4 74.03630 2 37.01815 1.49977 0.25694
x5 24.89407 2 12.44704 0.50428 0.61450
x6 736.44519 2 368.22259 14.91831 0.00034
Остатък 345.55630 14 24.68259
-------------------------------------------------------------------------
Общо 1558.42519 26
Остатъчно СКО = 4.96816 R-sq = 0.77827 R-sq (adj) = 0.58821
Доверителни интервали за средната стойност по всяко факторно ниво:
Доверителните интервали са построени на база на стандартното отклонение
за всяко ниво на факторите.
Ниво Брой Средно Дисперсия 95% Доверителен интервал
p1 = SPEED
-1 9 33.15556 90.41778 25.8464 <= 33.1556 <= 40.4647
0 9 38.24444 11.41028 35.6480 <= 38.2444 <= 40.8409
1 9 34.07778 76.43444 27.3576 <= 34.0778 <= 40.7980
p2 = HTPRS
-1 9 31.65556 129.06278 22.9230 <= 31.6556 <= 40.3881
0 9 36.83333 20.67500 33.3382 <= 36.8333 <= 40.3284
1 9 36.98889 24.33611 33.1969 <= 36.9889 <= 40.7809
p3 = UPPRS
-1 9 32.75556 79.82278 25.8880 <= 32.7556 <= 39.6231
0 9 36.63333 20.79000 33.1285 <= 36.6333 <= 40.1382
1 9 36.08889 84.27361 29.0325 <= 36.0889 <= 43.1453
p4 = LENGTH
-1 9 35.20000 19.62750 31.7946 <= 35.2000 <= 38.6054
0 9 37.16667 24.34250 33.3742 <= 37.1667 <= 40.9591
1 9 33.11111 141.57861 23.9650 <= 33.1111 <= 42.2572
p5 = HTTIME
-1 9 36.48889 16.74361 33.3436 <= 36.4889 <= 39.6342
0 9 34.25556 93.96528 26.8044 <= 34.2556 <= 41.7067
1 9 34.73333 80.98250 27.8161 <= 34.7333 <= 41.6506
p6 = UPTIME
-1 9 37.25556 10.23028 34.7970 <= 37.2556 <= 39.7141
0 9 40.24444 0.91278 39.5101 <= 40.2444 <= 40.9788
1 9 27.97778 91.60444 20.6208 <= 27.9778 <= 35.3347
Таблицата на дисперсионния анализ показва, че значими ефекти за отношението S/N са UPTIME при ниво на значимост 0.05, SPEED и HTPRS при ниво на значимост 0.1. Съответните главни ефекти са показани по-долу:

Barker & Clausing правят следните заключения на базата на графиките за главните ефекти за якостта и отношението S/N:
„Нашият анализ показа, че три от факторите имат значим ефект върху S/N (‘контролни фактори’), докато другите три влияят значимо само на нивата на средното (‘сигнални фактори”). Това е предимство, тъй като можем да използваме контролните фактори, зада поддържаме вариацията на подходящи нива и да изменяме средното с помощта на сигналните фактори. Нашите графики показват как да настроим параметрите. Скоростта е най-добра при средното й ниво 1200 RPM. Най-доброто налягането при загряване е 4800 psi. Налягането при притискане е сигнален фактор и се установява на 9500 psi да максимизира средната якост. Най-добрата дължина е при нула отклонение от номинала. Времето за загряване дава най-добър сигнал при 3.6 sec, макар, че S/N е най-добро при 2.8. Понеже този фактор не показва статистически значим ефект за S/N ние задаваме това ниво в полза на средната стойност на отклика. Времето при притискане е най-добро при 3.6 или средното ниво.”
Толерансно планиране:
Barker & Clausing са изпълнили толерансен план L18 за да се потвърдят резултатите, получени чрез анализа на параметричния план. В този план те използват оптималните стойности, намерени чрез параметричния план и въвеждат шумове в съответствие с нискостойностните толеранси, дадени в табл.1 (Friction welding – Verification 2.qsl):
SPEED: 1200 ![]() 10%
10%
HTPRS: 4800 ![]() 15%
15%
UPPRS: 9500 ![]() 15%
15%
LENGTH: 0 ![]() 10%
10%
HTTIME: 3.6 ![]() 20%
20%
UPTIME: 3.6 ![]() 20%
20%
Данните са показани в следващата таблица:
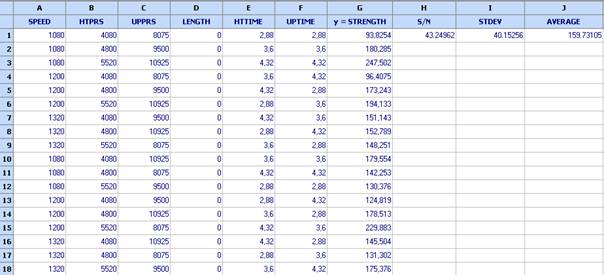
Изчисляването на отношението сигнал/шум може да стане чрез вградената формула STN3(G1:G18). Тя е:
Отношението S/N е 43.25. Изчисляваме и стандартното отклонение по формулата =STDEV(G1:G18). Резултатът е STDEV = 40.15256. Vuchkov & Boyadjieva (2001) показват, че тази стойност е изместена и че истинската стойност е около 50.
Средното
на якостта
при опън в
потвърдителния
експеримент
се изчислява
по формулата:
=AVERAGE(G1:G18).
Резултатът
е: ![]() 159,73105. Средната
якост е
близка до
желаната, но
стандартното
отклонение е
все още
твърде голямо.
Загубите са
също голями: :
159,73105. Средната
якост е
близка до
желаната, но
стандартното
отклонение е
все още
твърде голямо.
Загубите са
също голями: : ![]() . За да
намалят
загубите Barker & Clausing
стесняват
толерансите. Най-напред
те
изчисляват
приносите на
факторите на
базата на
таблицата за
дисперсионния
анализ за
масива L18: (файл: Friction welding – Verification 3.qsl):
. За да
намалят
загубите Barker & Clausing
стесняват
толерансите. Най-напред
те
изчисляват
приносите на
факторите на
базата на
таблицата за
дисперсионния
анализ за
масива L18: (файл: Friction welding – Verification 3.qsl):
Дисперсионен анализ (ANOVA) за y = STRENGTH - (SPEED; HTPRS;
UPPRS; LENGTH; HTTIME; UPTIME)
-------------------------------------------------------------------------
Означение Име Бр. нива Нива
x1 SPEED 3 1080; 1200; 1320
x2 HTPRS 3 4080; 4800; 5520
x3 UPPRS 3 10925; 8075; 9500
x4 LENGTH 1 0
x5 HTTIME 3 2,88; 3,6; 4,32
x6 UPTIME 3 2,88; 3,6; 4,32
-------------------------------------------------------------------------
Източник Суми Ст. свобода Дисперсия F P
x1 774.44053 2 387.22027 1.01216 0.41105
x2 9311.26356 2 4655.63178 12.16938 0.00527
x3 5598.36737 2 2799.18368 7.31680 0.01927
x4 0.00000 0 0.00000 0.00000
x5 5732.72390 2 2866.36195 7.49240 0.01821
x6 3313.09952 2 1656.54976 4.33006 0.05971
Остатък 2677.98530 7 382.56933
-------------------------------------------------------------------------
Общо 27407.88018 17
Остатъчно СКО = 19.55938 R-sq = 0.90229 R-sq (adj) = 0.76271
Приблизително изчисление на приносите се базира на сумите на квадратите в таблицата на дисперсионния анализ и е дадено по-долу.
|
Източник |
Сума на квадратите |
% приноси |
|
SPEED (скорост) |
774.44 |
2.8 |
|
HEAT PRESSURE (налягане при нагряване) |
9311.26 |
33.97 |
|
UPSET PRESSURE (налягане при притискане) |
5598.36 |
20.43 |
|
LENGTH (дължина) |
- |
- |
|
HEAT TIME (време на нагряване) |
5732.72 |
20.92 |
|
UPSET TIME (време на притискане) |
3313.10 |
12.09 |
|
Остатък |
2677.98 |
9.77 |
|
Общо |
27407.88 |
|
Например приносът на налягането при нагряване към изменчивостта е:
![]()
Използвайки тази информация е решено да се намалят толерансите на факторите както следва:
SPEED: 1200 ![]() 10% (без
изменение)
10% (без
изменение)
HTPRS: 4800 ![]() 5
% (1/3 от
оригинала)
5
% (1/3 от
оригинала)
UPPRS: 9500 ![]() 7.5
% (1/2 от
оригинала)
7.5
% (1/2 от
оригинала)
LENGTH: 0 ![]() 10
% (без
изменение)
10
% (без
изменение)
HTTIME: 3.6![]() 5 % (1/4 от
оригинала)
5 % (1/4 от
оригинала)
UPTIME: 3.6![]() 5 % (1/4 от
оригинала)
5 % (1/4 от
оригинала)
Barker & Clausing изпълняват нов L18 за да проверят ситуацията след свиването на толерансите. Планът е показан в таблицата по-долу (файл: Friction welding – Tolerance design – 4)
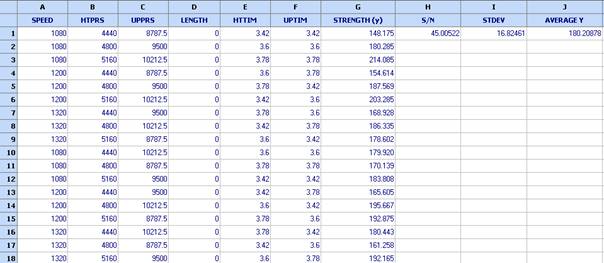
Изчислението на отношението сигнал/шум (S/N), стандартното отклонение и средното на у е направено с вградените функции както беше показано по-горе.
Може да се види, че след толерансното планиране стандартното отклонение е намалено до 16.82 (преди толерансното планиране е било 40.15). Средната якост е увеличена до 180.21 (била е 159.53).
Barker & Clausing съобщават за намаляване на загубите от $ 350/машина до $22/машина. За 10000 машини това прави икономия над $ 3 милиона.
Изводи:
- Изпълненият от Barker & Clausing експеримент е дало възможност за увеличаване на якостта на опън до 180 и намаляване на стандартното отклонение до 16.82.
- В резултат на това са намалени загубите, което води до икономии над $3 милиона.
- За получаване на тези резултати Barker & Clausing са изпълнили параметричен план с 27x18 = 486 опита и потвърдителен експеримент с 18 опита и толерансен план с 18 опита. Общият брой опити е 522.
- Оптималните стойности на параметрите са намерени приблизително, защото в метода на Тагучи са избрани само между нивата на параметрите в експеримента.
2. Моделно-ориентиран подход към данните за заваряване чрез триене
Възможен е моделно ориентиран подход към същия проблем (Vuchkov, Boyadjieva (2001). Той намалява драстично броя на експериментите и осигурява по-сигурни изводи от метода на Тагучи.
Моделно ориентираният подход включва следните стъпки:
- Създаване на регресионен модел
- Извеждане на аналитични модели за средната стойност и дисперсията на характериостиката на качеството.
- Минимизиране на дисперсията при поддържане на средната стойност равна на целта уили минимизиране на функцията на загубите.
В случая с примера за заваряване чрез триене ще използваме само 27 от 522 опита за да получим решението. Намаляването на броя на опитите е почти 20 пъти!
Създаване на регресионен модел
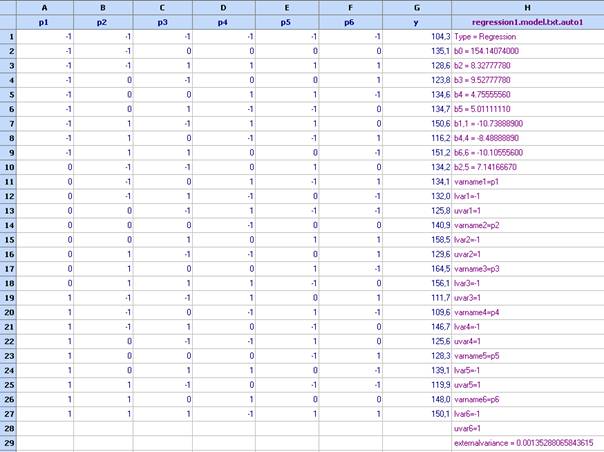
Най-напред ще препишем параметричния план в кодиран вид (файл: Friction welding – Regression – 5.qsl). Като се използва командата =CODE(A1;1000;1400) и като се мъкне надолу, получаваме първата колона на кодирания план. Другите колони на матрицата на параметричния план се кодират по подобен начин. По-долу е показан фрагмент от тази матрица с данните за якостта на опън (у). Всички данни са във файла Friction welding-Regression-5.qsl. Той съдържа също моделът, получен след изчисленията.

Искаме
да създадем
регресионен
модел от втори
ред за
якостта на
опън. Ще
използваме регресионен
анализ (![]() ).
Стартираме с
избор на
колони както
следва:
).
Стартираме с
избор на
колони както
следва:

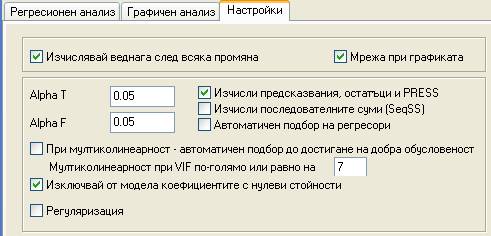
В този пример броят на неизвестните коефициенти в полином от втори ред с 6 фактора е 28, докато броят на опитите в параметричния план е само 27. Това означава, че информационната матрица е лошо обусловена (има мултиколинеарност). Всяка програма за регресионен анализ работи нестабилно при такива условия. QstatLab може да отстрани някои членове в регресията, за да избегне мултиколинеарността. Най-напред проверяваме дали има коефициенти с нулева стойност. За да използваме тази възможност настройваме свойствата на регресионния анализ както следва:
Кликнете
![]() и
изберете
модел от
втори ред:
и
изберете
модел от
втори ред:

Получаваме следното:
*** Броят на коефициентите ( 28) не бива да надвишава броя на избраните наблюдения ( 27)
Резултати :
*** Матрицата е лошо обусловена (норма: 5200503981.56435) => Получените резултати може да не са точни.
*** Коефициента b4,6 има нулева стойност и е изключен от модела
*** Коефициента b3,6 има нулева стойност и е изключен от модела
*** Коефициента b3,5 има нулева стойност и е изключен от модела
*** Коефициента b1,5 има нулева стойност и е изключен от модела
*** Коефициента b1,2 има нулева стойност и е изключен от модела
*** Коефициента b2,6 има нулева стойност и е изключен от модела
--------------------------------------------------------------------Наблюдения: 27
Входни променливи: 6
Брой избрани коефициенти: 22
Обозначения:
x1 <--> p1
x2 <--> p2
x3 <--> p3
x4 <--> p4
x5 <--> p5
x6 <--> p6
y <--> y
--------------------------------------------------------------------
y = 154.157-0.015x1+8.328x2+9.528x3+4.756x4+5.010x5-0.017x6-10.729x1x1-0.006x2x2+0.006x3x3-8.489x4x4-0.023x5x5-10.117x6x6+0.002x2x3-0.016x3x4-0.020x4x5-0.011x5x6+0.022x1x3-0.002x1x4+0.020x1x6-0.022x2x4+7.117x2x5
Много
от
регресионните
коефициенти
са близки до
нулата. За да
се изберат
сами
значимите
коефициенти
кликваме ![]() и
избираме
полунормална
графика на
ефектите
както следва:
и
избираме
полунормална
графика на
ефектите
както следва:
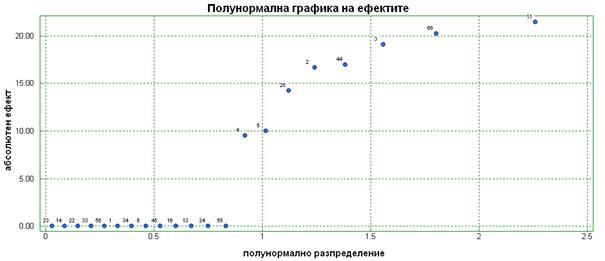
Получената полунормална графика на ефектите е:
Можем да премахнем от модела всички коефициенти, които са близки до нула. Получаваме следното:
y = 154.141+8.328x2+9.528x3+4.756x4+5.011x5-10.739x1x1-8.489x4x4-10.106x6x6+7.142x2x5
---------------------------------------------------------------------------
Регресор Коеф Ст.Откл t p Значимост VIF
0 154.141 0.019 8230.393 0.000 +
2 8.328 0.009 960.585 0.000 + 1.000
3 9.528 0.009 1099.001 0.000 + 1.000
4 4.756 0.009 548.539 0.000 + 1.000
5 5.011 0.009 578.017 0.000 + 1.000
11 -10.739 0.015 -715.163 0.000 + 1.000
44 -8.489 0.015 -565.323 0.000 + 1.000
66 -10.106 0.015 -672.986 0.000 + 1.000
25 7.142 0.011 672.606 0.000 + 1.000
Значимостта на коефициентите е определена при ниво = 0.05
---------------------------------------------------------------------------
Дисперсионен анализ (ANOVA) -
---------------------------------------------------------------------------
Източник Сума квадр. Ст.Своб. Дисперсия F P
Модел 6090.50972 8 761.31372 562735.30886 0.00000
Остатък 0.02435 18 0.00135
Общо 6090.53407 26
---------------------------------------------------------------------------
Предсказани стойности и остатъци
---------------------------------------------------------------------------
N y yp y-yp PRESS(i) SE pred. Ст. остатък
1 104.3000 104.3269 -0.0269 -0.0446 0.0232 -0.9410
2 135.1000 135.0741 0.0259 0.0350 0.0187 0.8190
3 128.6000 128.6324 -0.0324 -0.0538 0.0232 -1.1357
4 123.8000 123.7685 0.0315 0.0395 0.0166 0.9592
5 134.6000 134.5741 0.0259 0.0326 0.0166 0.7899
6 134.7000 134.6741 0.0259 0.0378 0.0206 0.8515
7 150.6000 150.6213 -0.0213 -0.0390 0.0248 -0.7834
8 116.2000 116.2269 -0.0269 -0.0408 0.0215 -0.9004
9 151.2000 151.1519 0.0481 0.0650 0.0187 1.5210
10 134.2000 134.1546 0.0454 0.0925 0.0262 1.7608
11 134.1000 134.1046 -0.0046 -0.0077 0.0232 -0.1622
12 132.0000 131.9907 0.0093 0.0135 0.0206 0.3041
13 125.8000 125.7630 0.0370 0.0541 0.0206 1.2165
14 140.9000 140.8963 0.0037 0.0050 0.0187 0.1170
15 R 158.5000 158.5741 -0.0741 -0.1081 0.0206 -2.4329
16 129.6000 129.5907 0.0093 0.0135 0.0206 0.3041
17 164.5000 164.5157 -0.0157 -0.0262 0.0232 -0.5516
18 156.1000 156.1102 -0.0102 -0.0208 0.0262 -0.3953
19 111.7000 111.7074 -0.0074 -0.0100 0.0187 -0.2340
20 109.6000 109.5935 0.0065 0.0099 0.0215 0.2173
21 146.7000 146.7324 -0.0324 -0.0593 0.0248 -1.1921
22 125.6000 125.6407 -0.0407 -0.0595 0.0206 -1.3381
23 128.3000 128.2852 0.0148 0.0186 0.0166 0.4514
24 139.1000 139.0907 0.0093 0.0116 0.0166 0.2821
25 119.9000 119.9435 -0.0435 -0.0723 0.0232 -1.5251
26 148.0000 147.9963 0.0037 0.0050 0.0187 0.1170
27 150.1000 150.0602 0.0398 0.0662 0.0232 1.3953
---------------------------------------------------------------------------
С R са обозначени наблюдения с голяма абсолютна стойност на стандартизирания остатък (>2)
---------------------------------------------------------------------------
T(0.025,18)=2.10092; F(0.050,8,18)=2.51016
Остатъчно СКО=0.03678; R-sq=1.00000; Radj-sq=0.99999
PRESS = 0.05967; R-sq(pred)=0.99999
Този
модел е много
добър. Всички
корелационни
коефициенти
са почти
равни на 1 с 18
степени на свобода
за
остатъчната
дисперсия.
Можем да
кликнем ![]() за да
запазим
модела в
таблицата:
за да
запазим
модела в
таблицата:
Ще
работим с
натурални
стойности на
параметрите.
По тази
причина
въвеждаме в
модела всички
долни и горни
нива на
факторите.
Това може да
бъде
направено
чрез
използване на
редактора за
въвеждане на
модели (![]() ).
Фрагмент от
настройките
на редактора
за модели е
даден
по-долу:
).
Фрагмент от
настройките
на редактора
за модели е
даден
по-долу:

Полученият регресионен модел е:

Извеждане на модели на средното и дисперсията при грешки във факторите
За моделно-ориентираният подход ние се нуждаем от матрицата на дисперсиите на грешките във факторите:
![]()
Тя не
е дадена от Barker и Clausing.
Изчисляваме
грешките в
тези оценки
като вземаме
предвид
препоръките
на Тагучи за
избор на
нивата на
факторите в
шумовата
матрица
както следва:
![]() ,
, ![]() и
и ![]() , където
, където ![]() е
средната
стойност на i-тия шумов
фактор,
е
средната
стойност на i-тия шумов
фактор, ![]() е
съответното
стандартно
отклонение,
е
съответното
стандартно
отклонение, ![]() , и
, и ![]() . Следователно
можем да изчислим
една оценка на
средноквадратичното
отклонение
на шумовия
фактор по
следния
начин:
. Следователно
можем да изчислим
една оценка на
средноквадратичното
отклонение
на шумовия
фактор по
следния
начин:
![]()
Дисперсиите на грешките във факторите могат да бъдат получени както следва:
![]()
Те
зависят от ![]() и се
изменят в
пространството
на факторите.
и се
изменят в
пространството
на факторите.
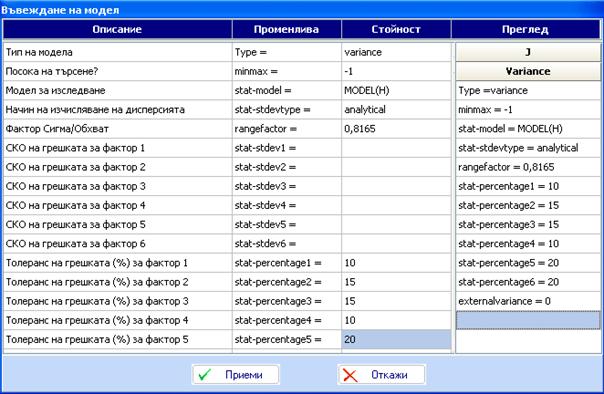
Тази специална ситуация може да бъде взета предвид с т.н. Фактор Сигма/Обхват за стандартното отклонение. В случая той е:
![]()
В повечето случаи той е:
![]()
За
да се съдаде
модел за
средната
стойност в
случая с
грешки във
факторите
използваме
редактора на
модлеи.
Кликваме ![]() за да
го извикаме.
По-долу е
даден пример
за модела на
средните
стойности:
за да
го извикаме.
По-долу е
даден пример
за модела на
средните
стойности:
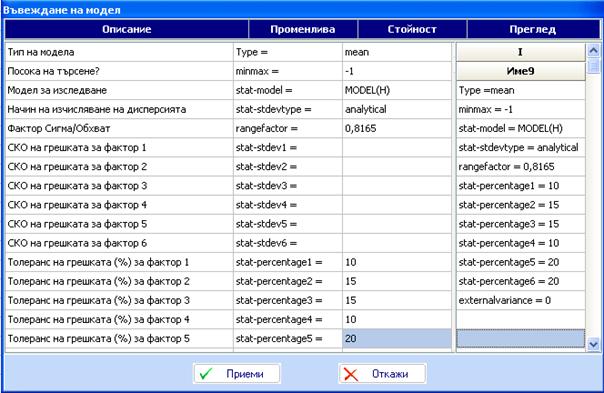
Моделът е показан в колона I на файла “Friction welding-Analytical-6.qsl”:

Означаваме модела като “Mean” и добавяме неравенството >160, което инструктира програмата да търси стойности на якостта на опън >160 при оптимизацията.
Моделът на дисперсията се създава по същия начин чрез моделния редактор:
Кликваме «Приеми» за да получим следната колона в таблицата за дисперсията:

Оптимизация, контурни диаграми, 3D диаграми
С
дефинираните
по-горе
модели можем
да извършим
оптимизация
и да
начертаем
контурни
диаграми. Добър
начин да се
извърши това
е да се
използва
файла “Friction welding-Analytical-6.qsl”
и да се
кликне
иконката за
контурни
диаграми: ![]() .
Функцията,
която ще
минимизирме
е Variance, а
средното е
ограничение (Mean >160)..
Това може да
се направи
като се
използва таблицата
за избор на
колони:
.
Функцията,
която ще
минимизирме
е Variance, а
средното е
ограничение (Mean >160)..
Това може да
се направи
като се
използва таблицата
за избор на
колони:
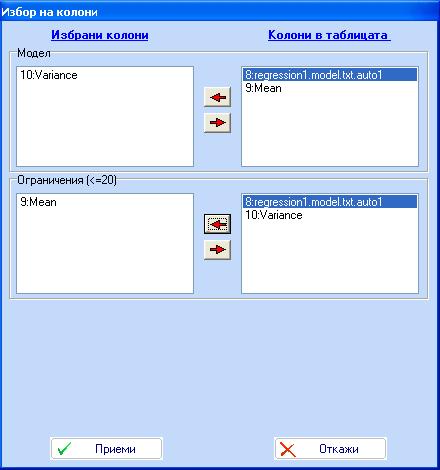
Кликнете «Приеми» за да започне чертаенето на контурите. Екранът на компютъра ще изглежда както следва:
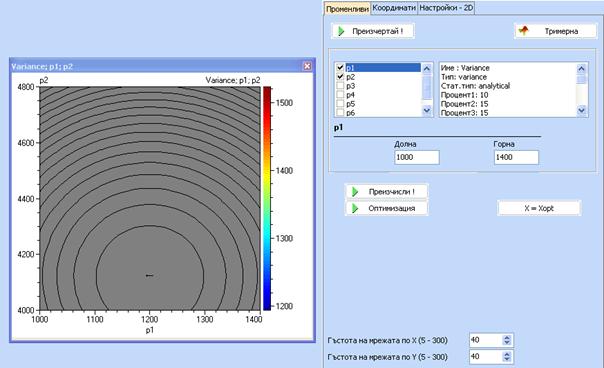
Кликнете 'Оптимизация' за да започнете оптимизационната процедура. Ще се появи следното:
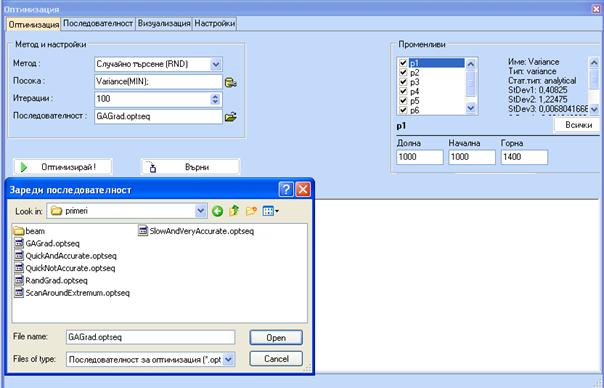
Този прозорец дефинира началният метод (Случайно търсене), направлението (MIN), итерациите за началното търсене (100) и изборът на последователност за методите за оптимизация, което става активно след края на случайното търсене (GAGrad.optseq).За търсенето трябва да бъдат избрани независимите променливи, както и тяхните начални стойности. След избора на последователност кликнете 'Оптимизирай!' за да стартирате процедурата.

Когато оптимизацията завърши, кликнете 'Върни'. За да видите следното:
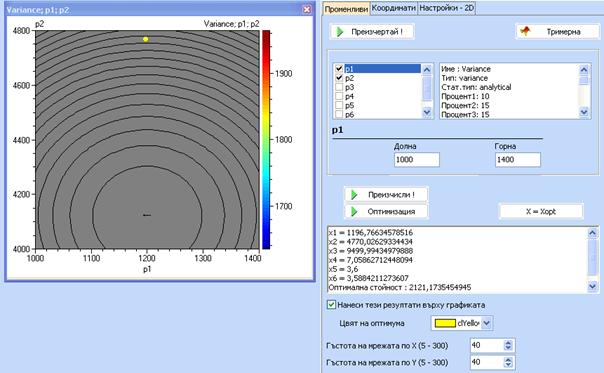
Оптималните стойности на параметрите са дадени в дясната част на екрана. Получените от Вас оптимални стойности може малко да се различават от горните поради случайният характер на търсенето. Маркирайте „Нанеси тези резултати върху графиката” за да получите оптималната точка. Трябва да се има предвид, че графиката, показана на фигурата по-горе не съответства на оптималните стойности на факторите. За да се получи графика за случая когато всички фактори са настроени на своите оптимални стойности, кликнете “X = Xopt”.. Ще получите следната графика:
Може да се постигне по-фина граница като се увеличи гъстотата на мрежата. Фигурата по-горе е получена при гъстота на мрежата 40. Ще я изменим на 150:

Получаваме следните контури:
Възможно
е да се
начертае и
тримерна
графика.
Кликнете ![]() , а
след това и
, а
след това и ![]() за
да направите
графиката
по-фина.
Получава се
следното:
за
да направите
графиката
по-фина.
Получава се
следното:
Толерансно планиране
Може да се направи и моделно-ориентирано толерансно планиране. Използваме същото намаляване на толерансите като Barker & Clausing за да получим сравними резултати. Толерансите се намаляват както следва:
SPEED: 1200 ![]() 10% (без
промяна)
10% (без
промяна)
HTPRS: 4800 ![]() 5
% (1/3 от
оригинала)
5
% (1/3 от
оригинала)
UPPRS: 9500 ![]() 7.5
% (1/2 от
оригинала)
7.5
% (1/2 от
оригинала)
LENGTH: 0 ![]() 10
% (без
промяна)
10
% (без
промяна)
HTTIME: 3.6![]() 5 % (1/4 от
оригинала)
5 % (1/4 от
оригинала)
UPTIME: 3.6![]() 5 % (1/4 от
оригинала)
5 % (1/4 от
оригинала)
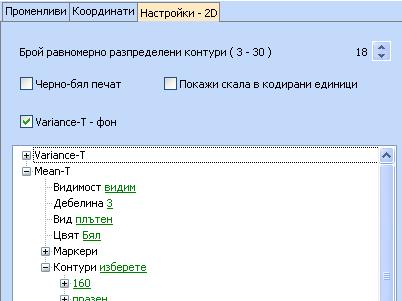
С използване на моделния редактор дефинираме нови модели, означени във файла “Friction welding-Analytical-6.qsl” като Mean-T и Variance-T. Например за Mean-T дефинираме следните параметри:

Моделите за средното и дисперсията се дефинират както следва:

Сега се получават следните оптимални параметри:
Следната фигура показва контурната диаграма за Variance-T и Mean-T след стесняването на толерансите.
Стандартното
отклонение е ![]() , което
е по-малко от
полученото
от Barker and Clausing (16.80).
Средната
якост е 160.
както се
изисква.
, което
е по-малко от
полученото
от Barker and Clausing (16.80).
Средната
якост е 160.
както се
изисква.
Ази графика може да бъде допълнително подобрена чрез поставяне на граница за контура средните, равен на 160 и чрез промяна на дебелината и цвета на линията както следва:
Получава се следната графика:
По-долу е показана и тримерната диаграма:
Могат да се начертаят и други контурни диаграми. Например контурната и тримерната диаграми за p5 и p6 са следните:
Заключение:
- С използването на моделен подход ние получихме резултати, които са най-малко също толкова добри, както получените по метода на Тагучи. Те са по-добри по отношение на дисперсията.
- Броят на опитите, използвани при моделно-ориентираният подход е около 20 пъти по-малък от използваните при метода на Тагучи (моделният подход използва 27 опита, методът на Тагучи – 522).
- Моделно-ориентираният подход осигурява по-добра оптимизация и графични процедури.